3D打印入门:挤出量校准
3D打印机的挤出量校准是确保打印出来的物体尺寸和形状精度的一个重要步骤。一般可以通过以下几个步骤完成挤出量校准:
- 准备测试模型:首先需要准备一个具有规范尺寸、长宽高均匀的测试模型,以便进行后续的尺寸检测。
- 打开软件:将3D打印机连接到电脑上并打开相关控制软件。
- 开始打印:在软件中选择测试模型并开始进行打印。
- 尺寸检测:待测试模型打印完成后,使用指定工具进行尺寸检测,并记录下诸如X、Y、Z轴方向的实际物体尺寸值。
- 参数调整:根据实际尺寸值对3D打印机进行参数调整,一般为修改挤出量比例系数。
- 再次打印:重新打印测试模型,重复以上过程直至得到最佳的尺寸精度。
需要注意的是,挤出量校准涉及到3D打印机的硬件和软件细节,不同品牌、型号和版本的3D打印机可能略有差异,具体操作细节需要参考相应的设备说明书。
下面以我自己为例列举几个典型的测试结果,看看有没有跟大家一样的情况
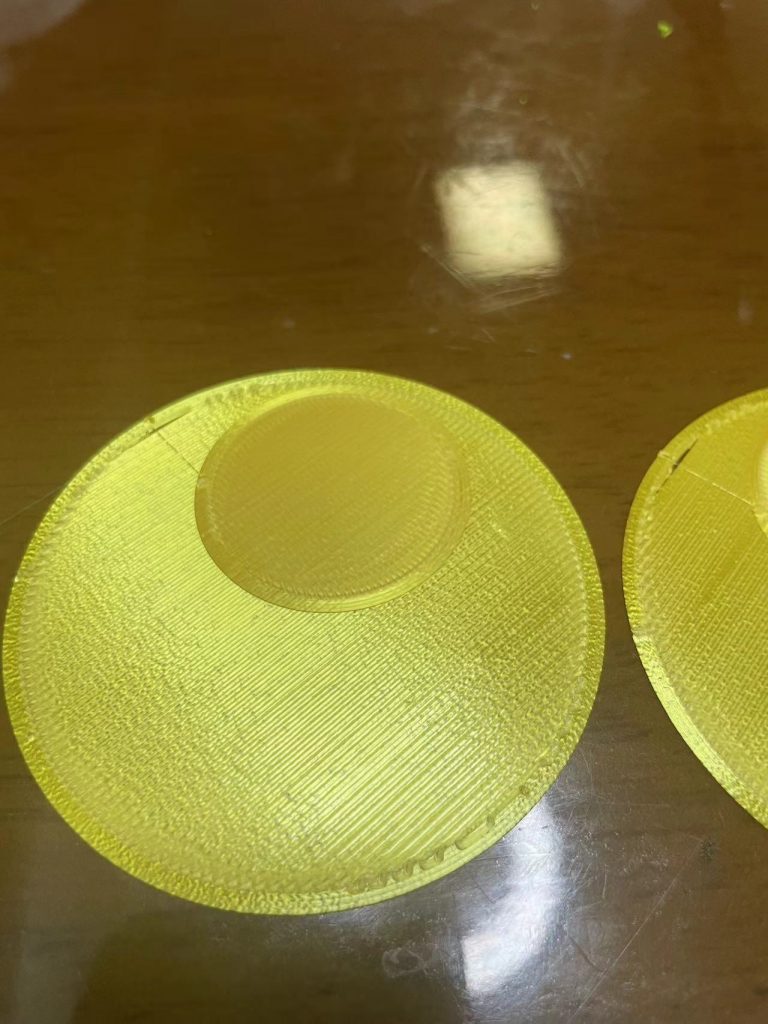
状况一:
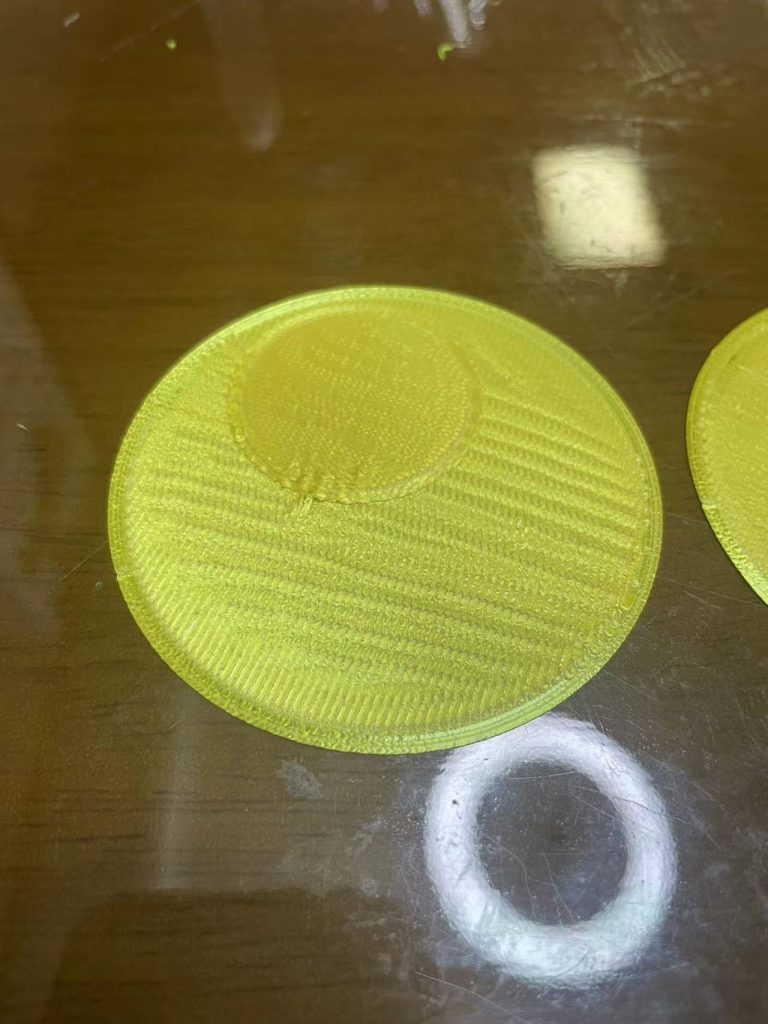
上面状况是因为挤出量偏高或这喷头过低造成的,解决方式方案:首先坐下平台的调平测试,手动调平请使用加热平台调平螺母(某宝均可直接购买),自动调平后,将一张A4纸塞入喷头与底板平台的缝隙,再进行手动0.1mm细微调整,直到喷头顶住A4纸后来回抽动A4纸时会遇到一定的阻力时即视为平台与喷头的距离适中,接下来继续测试打印文件,如果还是i出现上面2张图片样式,请在打印机设置中找到“高级选项”或者“电机脉冲设置”等按钮,进入菜单后调整电机脉冲,调整方法如下:状况一代表线材挤出量偏多,请减小电机脉冲,如果出现状况四,代表挤出量少,请增加脉冲数,每次更改3-5脉冲,然后再观察打印结果,最后记住脉冲数即可
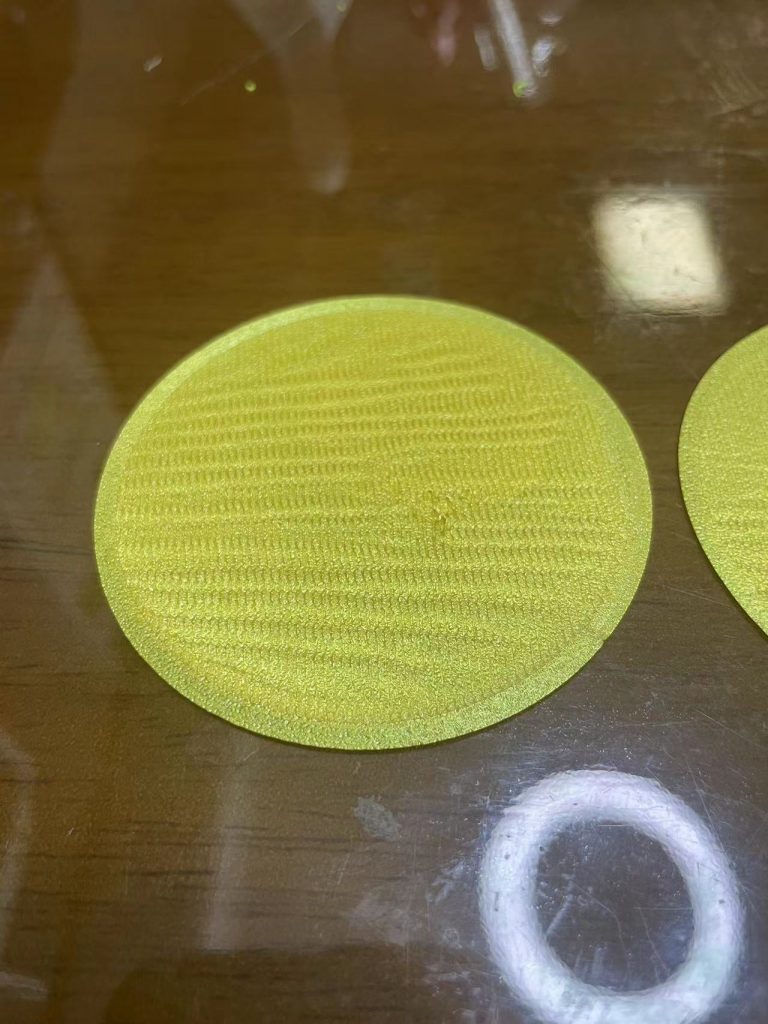
状况二:

如果你认真看了状况一说明,那么可以省略调平,请直接进入设置中的调整电机脉冲,一句情况减小电机脉冲值即可发展大后面集中状况。
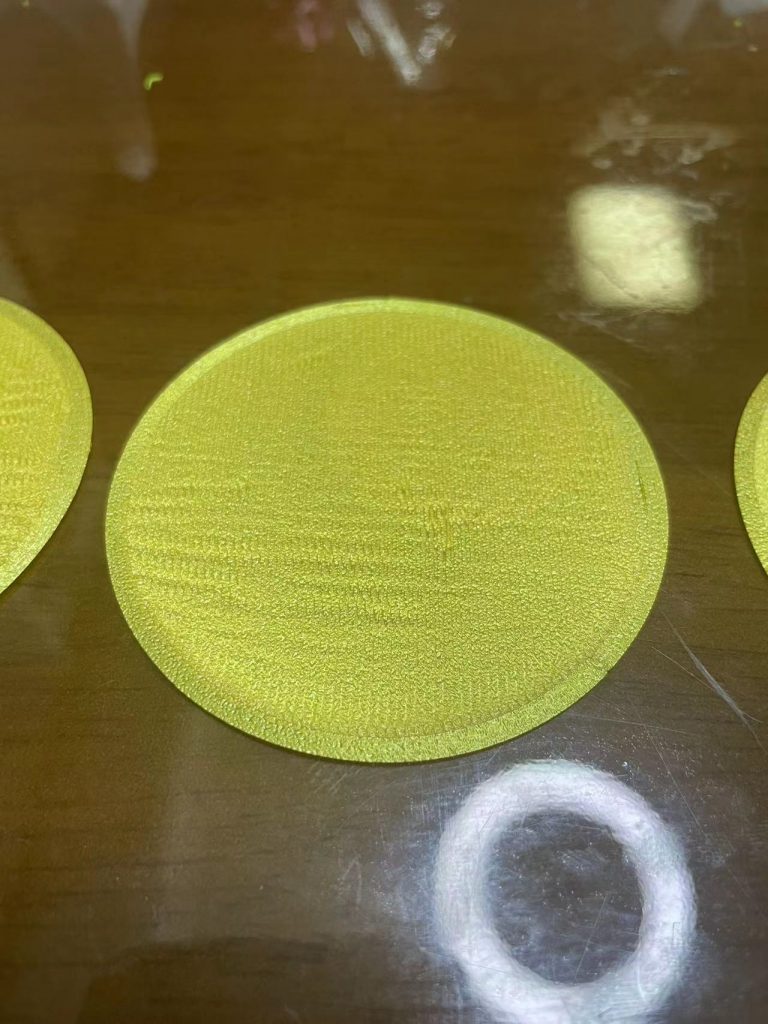
状况三:


状况三:调平和挤出量均未调整完毕,还是以挤出量偏大来处理
状况四:

状况四代表平台与打印机喷头高度合适,但是因为挤出量偏少后出现裂纹,请加大挤出量1-3的量;
状况五:
状况五表示喷头高度合适,挤出量偏少,导致线条与线条之间有空隙,致使模型链接不紧密,所以请加大电机脉冲数1-3即可
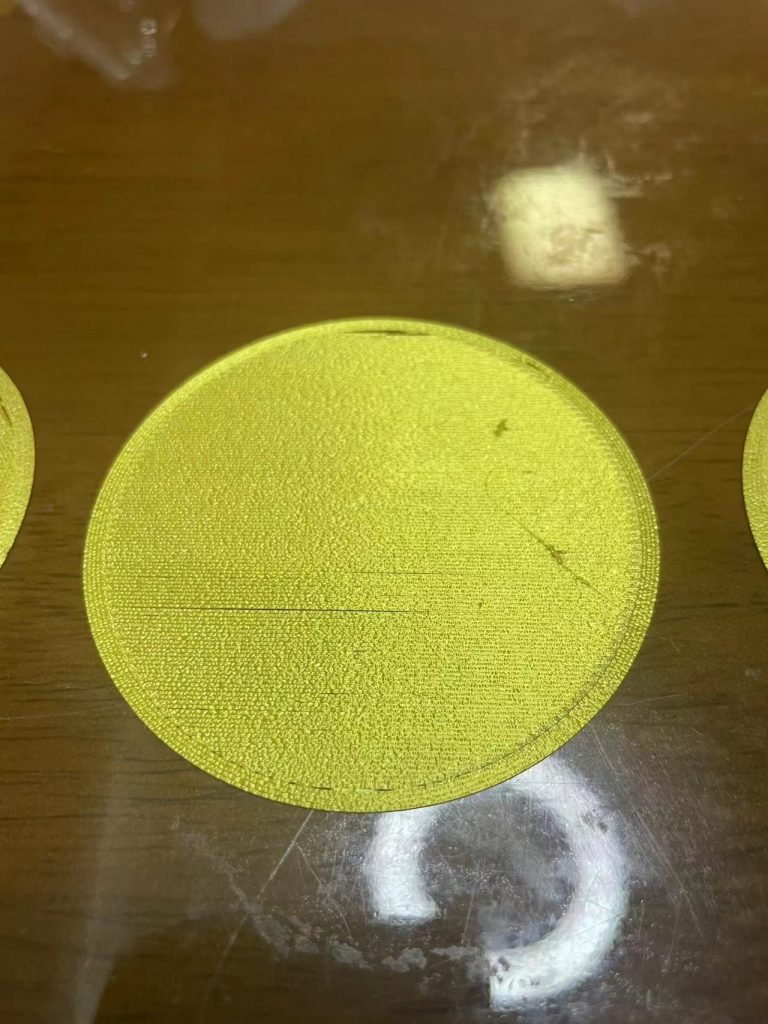
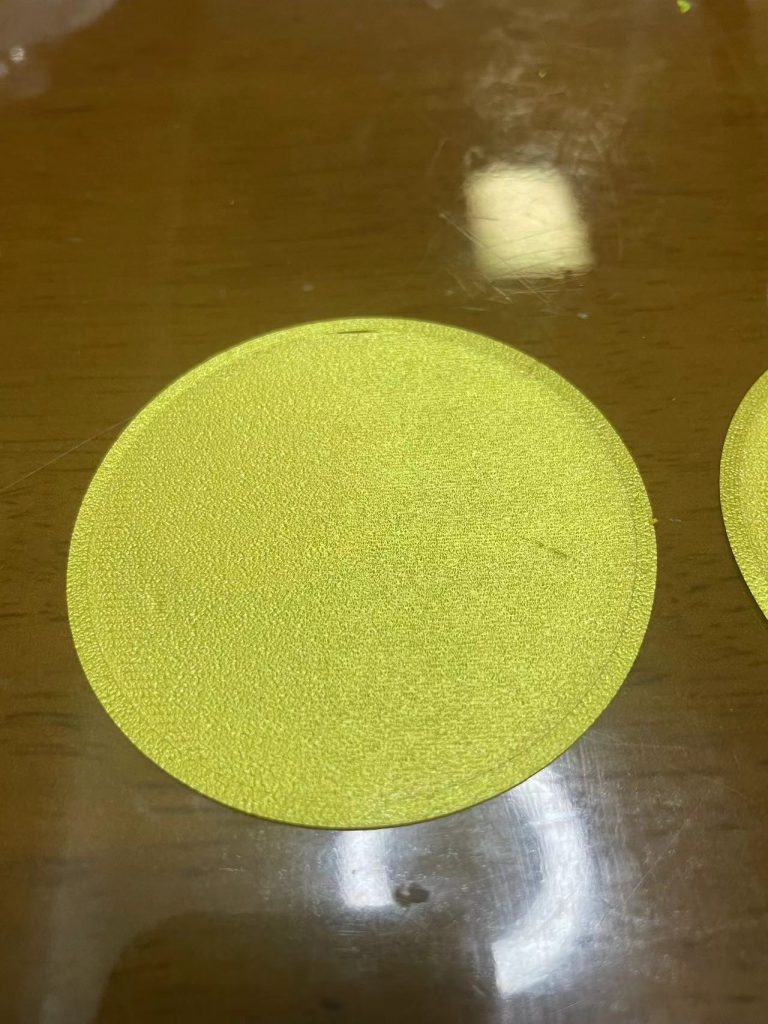
状况六:


状况六表示告诉合适,模型底面没有明显缺陷,均与平台贴合平整且紧密,证明用手指来回蹭没有明显的摩擦感即视为调平和挤出量测试成功,接下去的时间都是你随时打印时间,但是还要温馨提示一下,我们买的品牌不同,材料不同,各种材料都会有对应的参数,请核对好各种材料的参数进行切片打印,只有这样才能打印成功!模型分享链接在下方,欢迎转发我的这篇文章。
挤出量测试文件
打印机:海王星 Neptune 3 PRO
打印速度:60mm/s
打印时间:7分钟
测试文件下载地址:
链接:https://pan.baidu.com/s/1VDMRM9LmdHMSoyE3s-WmYg?pwd=l1y5
提取码:l1y5